Solvent Extraction vs Ion Exchange in Heavy Rare Earth Separation: What Actually Decides the Flowsheet
In heavy rare earth separation, the decisive question is rarely which process looks cleaner on a slide. It is which route can keep splitting chemically similar lanthanides into saleable individual products without losing control of purity, reagent consumption, wastewater burden, or plant continuity.
That is why solvent extraction, not ion exchange, remains the industrial default for bulk heavy rare earth work. Ion exchange still matters, but mostly where selectivity and polishing value outweigh the penalties of lower throughput, resin limitations, and more difficult scale-up. In other words, this is not a theoretical comparison between two elegant chemistries. It is a comparison between two very different operating realities.
- Solvent extraction (SX) remains the commercial workhorse for heavy rare earth element separation because it can be built into long multistage cascade trains that handle industrial tonnage and progressively split adjacent rare earths.
- Ion exchange (IX) retains a real role in specialty purification, low-volume high-selectivity duties, and polishing steps, but it is usually not the economical answer for full-scale dysprosium, terbium, holmium, erbium, or yttrium fractionation.
- The practical differentiators are not just selectivity coefficients. They include feed chemistry, impurity load, solvent or resin losses, wastewater permits, assay discipline, and the plant’s ability to maintain continuity of separation.
- Claims of “heavy rare earth separation capacity” are weak unless they specify feed type, liquor chemistry, stage architecture, product form, purity basis, and the analytical method used to certify separated oxides or salts.
Why Heavy Rare Earth Separation Is a Different Problem
Heavy rare earth elements (HREEs) are difficult to separate for a simple reason: their chemistry is too similar. The lanthanides sit next to one another in the periodic table, and the gradual change in ionic radius across the series-commonly described as lanthanide contraction-produces only small differences in extraction and adsorption behavior. Those small differences are enough for separation, but only if the process is staged with precision.
For light rare earths, broad splits are hard but manageable. For heavy rare earths, especially adjacent pairs and near-neighbor fractions, the problem becomes much tighter. A plant is not separating one “HREE” product. It is trying to turn mixed liquor into individual dysprosium, terbium, holmium, erbium, and yttrium streams, often while suppressing contamination from immediately adjacent rare earths that behave almost the same way.
That is why the commercial bottleneck is usually downstream of mining. A deposit may contain heavy rare earth value, but the value only becomes industrially useful when the downstream circuit can repeatedly deliver separated oxide or salt products to specification. In public project disclosures, this is the gap that often hides inside the phrase “rare earth processing.” Cracking, leaching, and precipitation are not the same as high-fidelity HREE separation.
How Solvent Extraction Wins Industrial Scale
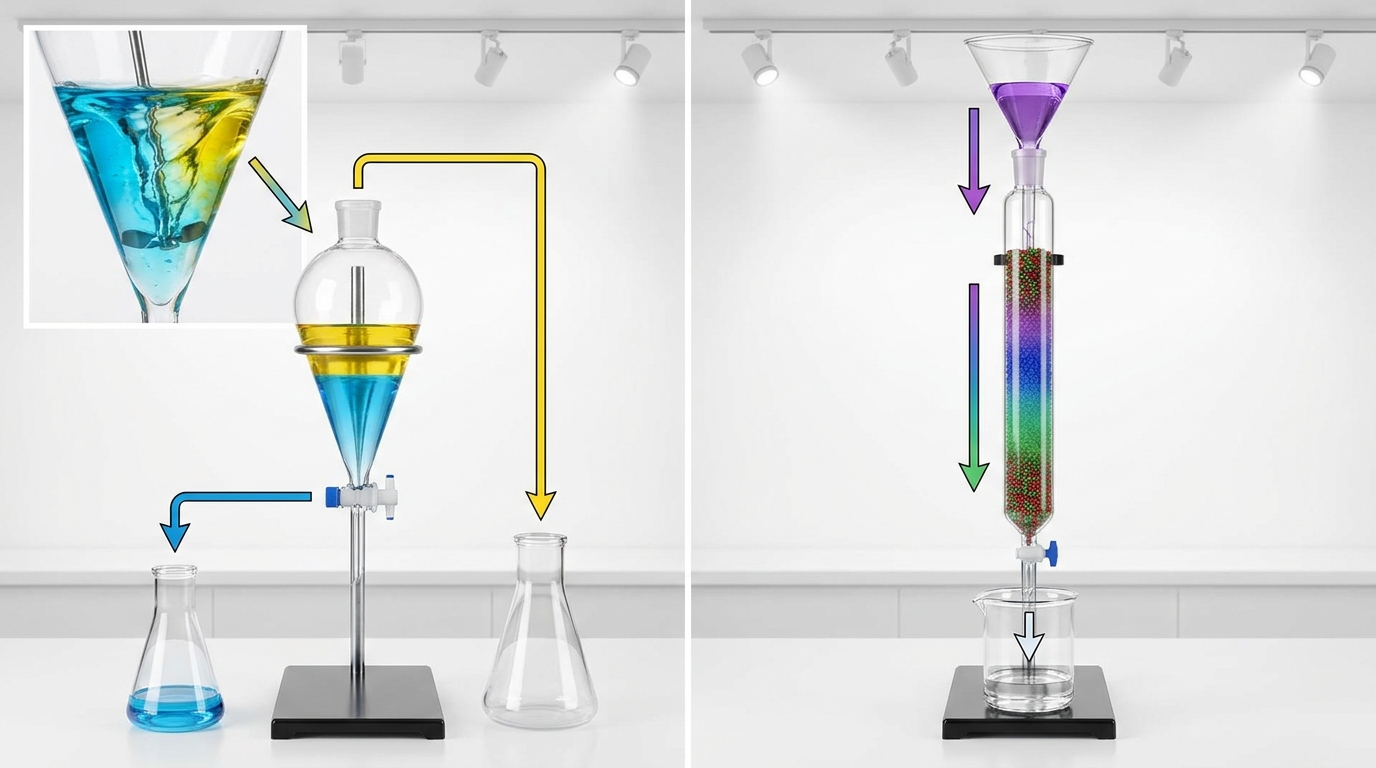
Solvent extraction separates dissolved metal ions by distributing them between an aqueous phase and an immiscible organic phase containing an extractant. In rare earth circuits, the chemistry is usually built around acidic organophosphorus extractants and tightly controlled aqueous conditions. In practical terms, that means pH control, phase ratio control, careful scrub and strip design, and a large number of stages arranged as a cascade.
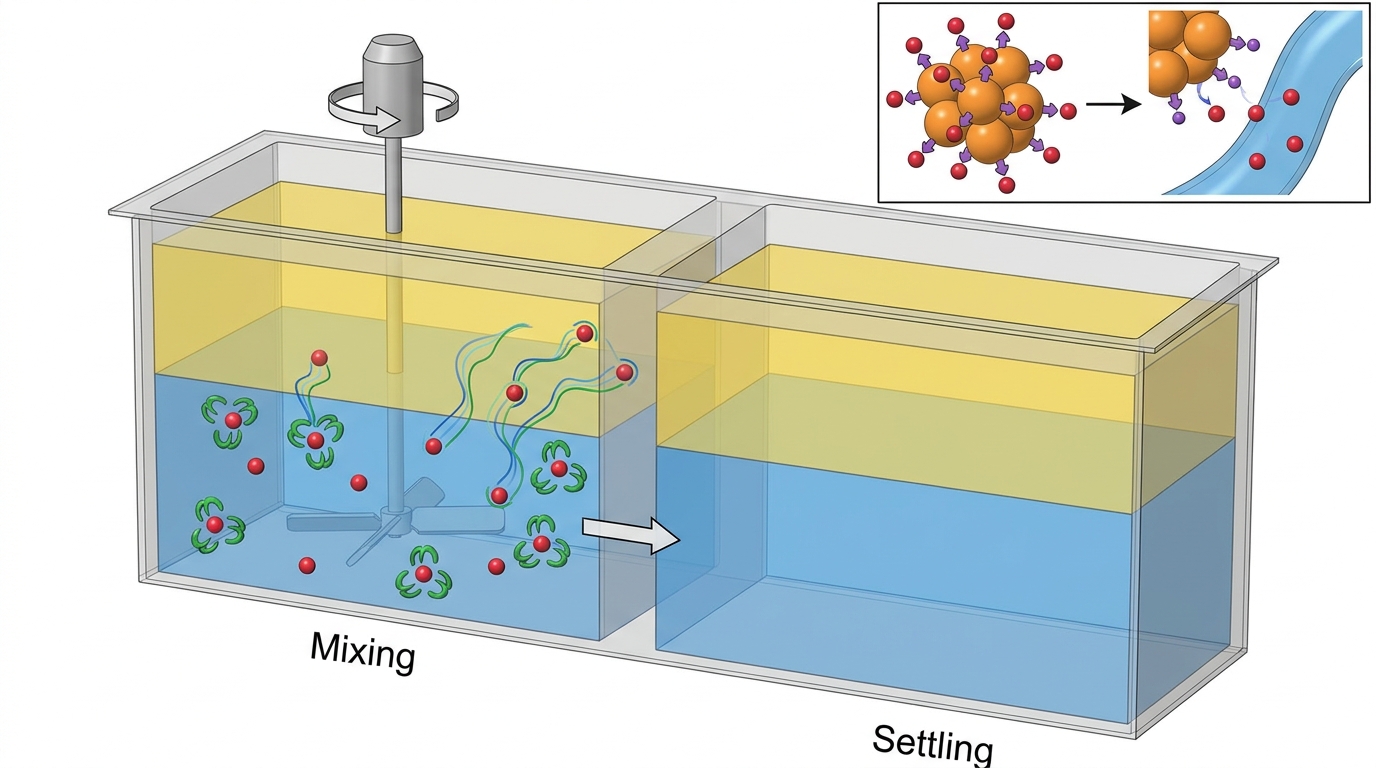
The key advantage is architectural. Heavy rare earth separation is not usually won in a single sharp split. It is won through repetition: contact, phase disengagement, scrubbing, stripping, and recycle, repeated across long trains of mixer-settlers or similar contactors. That is why SX remains the dominant route in Chinese integrated rare earth plants and in most serious ex-China separation designs. It is the one proven method for turning small equilibrium differences into industrially meaningful product splits.
This comes with a price. SX circuits are physically large, chemically busy, and operationally unforgiving. Organic losses, emulsions, phase entrainment, and crud formation are not side issues; they are standard failure modes. When feed impurities change, the distribution behavior of the rare earths can shift enough to destabilize the circuit. When solvent quality drifts, the plant may still run, but the impurity profile of the product can quietly deteriorate.
Still, the reason SX survives those burdens is simple: no other mainstream commercial route matches its combination of throughput and separative staging. Heavy rare earth plants often require dozens to hundreds of equilibrium stages across the full split. That sounds excessive until one remembers what is being separated: ions with nearly indistinguishable chemistry. Solvent extraction is cumbersome, but it scales.
What makes an SX heavy rare earth circuit credible
- A documented flowsheet showing the feed basis: ion-adsorption clay leachate, xenotime-derived liquor, mixed hard-rock concentrate liquor, or recycled magnet-derived solution.
- Identification of the liquor system, especially sulfate versus chloride, because extraction behavior and impurity handling differ materially between media.
- Evidence of multistage piloting or commercial operation, not just batch beaker tests or a single McCabe-Thiele diagram.
- Mass-balance data across feed, raffinate, loaded organic, strip liquor, bleed streams, and final precipitation or calcination steps.
- Lot-level assay on final products using ICP-OES or ICP-MS, ideally from an ISO/IEC 17025-accredited laboratory, with loss on ignition and non-REE impurity suite reported separately.
Without that evidence, “SX-ready” often means only that bench chemistry has produced a promising extraction factor. That is not the same as a stable separation plant.
Where Ion Exchange Still Matters
Ion exchange uses a functionalized solid phase-typically a resin in a packed bed—to adsorb target ions from solution and then release them under altered chemical conditions. In rare earth work, IX can be highly selective, especially when paired with carefully chosen eluants or when used on already conditioned feed. That selectivity is why IX keeps reappearing in rare earth process development, even though it is not the dominant commercial route for bulk HREE splitting.
Its strongest use cases are narrower than SX but still important. IX is well suited to polishing high-purity streams, recovering value from lower-volume side liquors, and handling specialty separations where throughput is not the first constraint. In those settings, the resin bed can act as a precise cleanup tool rather than as the entire industrial backbone of the separation plant.
The problem appears when IX is asked to do full commercial HREE fractionation at scale. Resin capacity is finite. Kinetics can be slower than desired. Pressure drop, channeling, fouling, and regeneration chemistry become large operating variables. If the liquor carries iron, aluminum, organics, suspended solids, silica, or even uncontrolled rare earth ratios, the bed may lose performance quickly. The process can still work technically, but the economics and plant complexity become much harder to defend.
This is why the practical industry view is that IX is usually complementary rather than substitutive. It can sharpen a product, recover a difficult tail, or clean up a recycled stream. It is less often the right answer for the mainline separation of commercial dysprosium and terbium output.
What makes an IX claim credible
- Resin identity or at least resin class: strong-acid cation, chelating, or other functional chemistry, with a stated reason it matches the liquor.
- Demonstrated loading capacity, breakthrough behavior, and regeneration profile on representative feed rather than synthetic clean solution.
- Evidence that suspended solids, iron, calcium, magnesium, and organics are controlled before the IX step.
- A clear statement of whether IX is the primary separation route, a polishing step, or a trace recovery unit.
- Cycle-time data and product purity data across multiple runs, not one best-case elution profile.
If those details are missing, “ion exchange separation” may describe a laboratory purification step rather than an industrially relevant circuit.
The Real Comparison: Selectivity Alone Does Not Decide the Winner
On paper, IX often looks attractive because its selectivity can be excellent. In practice, heavy rare earth separation is not awarded on selectivity in isolation. The process must also survive industrial flow rates, long campaigns, changing feed composition, and environmental controls. That broader test is where SX usually wins.
Throughput is the first divider. SX circuits can be expanded by adding stages and inventory. That is expensive, but it is straightforward. IX capacity scales less gracefully because the resin bed itself becomes the bottleneck, and each regeneration cycle interrupts the clean story told by equilibrium chemistry.
Continuity of separation is the second. A rare earth plant does not create value from a single sharp separation event. It creates value by maintaining a stable split over time. SX, for all its messiness, is designed around continuous recirculation and staged correction. IX is more sensitive to episodic upset: fouled resin, premature breakthrough, poor elution front definition, or changing feed quality can degrade performance quickly.
Product specification is the third. If the market requires a separated oxide with very low adjacent-lanthanide contamination, IX may be useful as a finishing step after bulk fractionation by SX. That hybrid logic is often more credible than an either-or argument. The separation backbone does the heavy lifting; the polishing step cleans the final specification.
Environmental and reagent management is the fourth. SX carries a heavier organic handling burden and can become permit-sensitive where solvent losses, wastewater chemistry, or residue handling are tightly regulated. IX can reduce some organic concerns, but it replaces them with resin life, regenerant management, and concentrated impurity disposal. Neither route is chemically innocent. They fail differently.
Feed Chemistry Decides More Than Process Preference
A recurring error in project descriptions is to discuss separation technology without stating the feed. That omission is not minor. It makes the process claim almost impossible to evaluate.
Ion-adsorption clay leachates, xenotime-derived liquors, mixed bastnäsite-monazite systems, and recycled magnet feeds are not interchangeable. The rare earth distribution differs. The acid system differs. The impurity package differs. Monazite and xenotime routes can bring radiological handling and residue management questions because thorium and uranium are part of the real process burden, not side notes. Recycled magnet feed may be chemically simpler in some respects, but it can introduce iron, boron, nickel, cobalt, or coating-derived contamination that changes downstream cleanup requirements.
Sulfate and chloride media also matter more than many non-specialist summaries admit. Extraction behavior, stripping conditions, impurity solubility, corrosion profile, and wastewater composition all depend on the liquor system. A flowsheet developed on chloride may not transfer cleanly to sulfate, and vice versa. Likewise, mixed sulfate-chloride systems can create exactly the kind of instability that causes poor phase behavior in SX or reduced resin performance in IX.
For technical due diligence, this means the phrase “we can separate heavy rare earths” has very little value unless it is immediately followed by “from what feed, in what liquor, after what impurity removal, into what product form.”
Failure Modes That Matter More Than Marketing Language
Rare earth separation projects often fail in the margins between unit operations, not in the headline chemistry. The major failure modes are well known and worth naming directly.
- Crud formation and phase entrainment in SX: solids, silica, iron, degraded organics, or poor interface control can trap value, increase losses, and destabilize downstream purity.
- Organic degradation and loss: the extractant system may still appear functional while reagent quality drifts enough to impair separation sharpness or increase contamination.
- Resin fouling in IX: iron, organics, suspended solids, and poorly controlled upstream chemistry reduce loading capacity and distort breakthrough behavior.
- Breakthrough and channeling: a packed bed can show acceptable average performance while actually allowing impurity leakage through preferential flow paths.
- Assay-deliverable mismatch: a mixed HREE product or partially split chloride can be described commercially as “separated” even though it is not equivalent to a marketable individual oxide.
- Analytical weakness: XRF may be adequate for rough process control, but final certification of high-purity separated rare earth products normally requires ICP-based assay and a full impurity suite.
- Wastewater and residue non-compliance: solvent losses, acidic raffinate, ammoniacal or saline regenerants, and radioactive residues can become the real project constraint regardless of the chemistry’s technical elegance.
These are not edge cases. They are the operational realities that separate bench success from bankable separation capacity.
Latest Developments: Why the Comparison Is More Important Now
The current separation landscape is being shaped by three concurrent pressures. First, China still sits at the center of global rare earth separation, especially where heavy rare earth feed and downstream magnet materials are concerned. Second, ex-China projects are trying to localize more of the chain—from cracking to separated oxide production—but the hardest step remains the separation train itself. Third, demand for dysprosium- and terbium-bearing magnet materials continues to keep HREE capability strategically relevant.
That broader context changes how SX and IX should be read. Publicly described facilities such as Lynas’ Malaysian separation platform and MP Materials’ downstream buildout matter not because they solve every HREE problem directly, but because they illustrate the same point: ex-China supply security depends less on ore headlines than on actual separation competence, environmental permissions, and stable product qualification. A plant that can produce mixed rare earth intermediate is not automatically a plant that can deliver separated heavy rare earth oxides.
A second development is the growing interest in hybrid flowsheets. These typically keep SX as the primary fractionation backbone while using IX or other selective cleanup steps for impurity polishing, side-stream recovery, or specialty product finishing. This is one of the more credible current directions because it reflects the actual strengths of each process instead of trying to force one technology to do everything.
A third development is permitting pressure. Wastewater composition, solvent management, residue handling, and broader environmental scrutiny are increasingly part of the viability equation. This does not hand victory to IX by default. It means that any separation proposal now has to demonstrate not just chemical selectivity, but a coherent environmental operating envelope. In some jurisdictions, that becomes as important as extractant choice or resin design.
What Serious Technical Due Diligence Looks Like
A careful technical evaluator does not accept “HREE separation capacity” as a standalone claim. The credible package is observable and specific.
- Flowsheet specificity: feed source, cracking route, leach chemistry, impurity removal sequence, separation architecture, precipitation route, and calcination basis.
- Product specificity: whether the output is mixed HREE carbonate, mixed chloride, separated oxide, or metal; and whether purity is reported on as-is basis or rare earth oxide basis.
- Analytical discipline: ICP-OES or ICP-MS assay, loss on ignition, non-REE impurity suite, and lot traceability to an accredited laboratory.
- Pilot evidence: multicycle campaigns on representative liquor showing stable separation, not just one-off extractions or adsorption isotherms.
- Reagent or resin management: solvent inventory, organic loss control, resin life, fouling mitigation, regeneration scheme, and bleed treatment.
- Environmental evidence: wastewater handling, organic control, residue classification, and any radioactive by-product management where monazite or xenotime is involved.
- Operational continuity: how the plant manages feed variability, mixed sulfate-chloride risk, impurity excursions, and restart after upset.
If those data are absent, the project may still have scientific merit. What it does not yet have is a strong case for dependable heavy rare earth separation at commercial relevance.
Bottom Line
For bulk heavy rare earth separation, solvent extraction remains the commercially proven answer because it can translate small chemical differences into large-scale product separation through long, controllable stage architecture. Ion exchange remains valuable, but usually in narrower duties: polishing, specialty purification, lower-volume separations, and selected hybrid circuits.
The meaningful comparison is so not SX versus IX in the abstract. It is whether the proposed process can handle the actual feed, preserve continuity of separation, certify the final product with credible analytics, and stay inside the reagent, wastewater, and residue limits that govern real plants. That is the technical threshold separating a rare earth chemistry story from a rare earth separation business.