Neodymium, Praseodymium, Dysprosium and Terbium: The Magnet Metals Behind High-Performance Motion
Neodymium, praseodymium, dysprosium and terbium sit at the center of a narrow but decisive industrial corridor: permanent rare earth magnets. In commercial shorthand, the conversation often starts with NdPr, the neodymium-praseodymium combination used as the base rare earth input for NdFeB magnets. It does not end there. Dysprosium and terbium, although used in much smaller quantities, are the elements that protect magnetic performance when service temperatures rise and demagnetizing forces intensify. That distinction matters because modern electric drivetrains, direct-drive wind generators and defense actuators are judged less by room-temperature magnetism than by magnetic stability under real operating stress.
The industrial question is therefore larger than geology. Ore bodies exist in multiple jurisdictions. The problem is that mine output does not become a qualified magnet by default. Between concentrate and finished magnet sits a demanding chain of cracking, leaching, solvent extraction, oxide finishing, metal or alloy conversion, powder processing, sintering, machining, coating and qualification. This is where supply concentration becomes operationally meaningful. The research summary attached to the brief highlights four points that define the system: NdPr separation yield below 95%, Dy/Tb separation below 90% because of chemical similarity, recycling still below 5% of supply, and more than 90% of magnet fabrication located in China. That is not merely a geographic statistic. It is a process-control statistic.
A useful way to frame magnet metals is simple. Nd and Pr make compact high-energy magnets possible. Dy and Tb make those magnets survivable at temperature. The rest of the supply chain determines whether that physics can be turned into repeatable industrial output.
What NdPr, Dysprosium and Terbium Actually Do Inside a Magnet
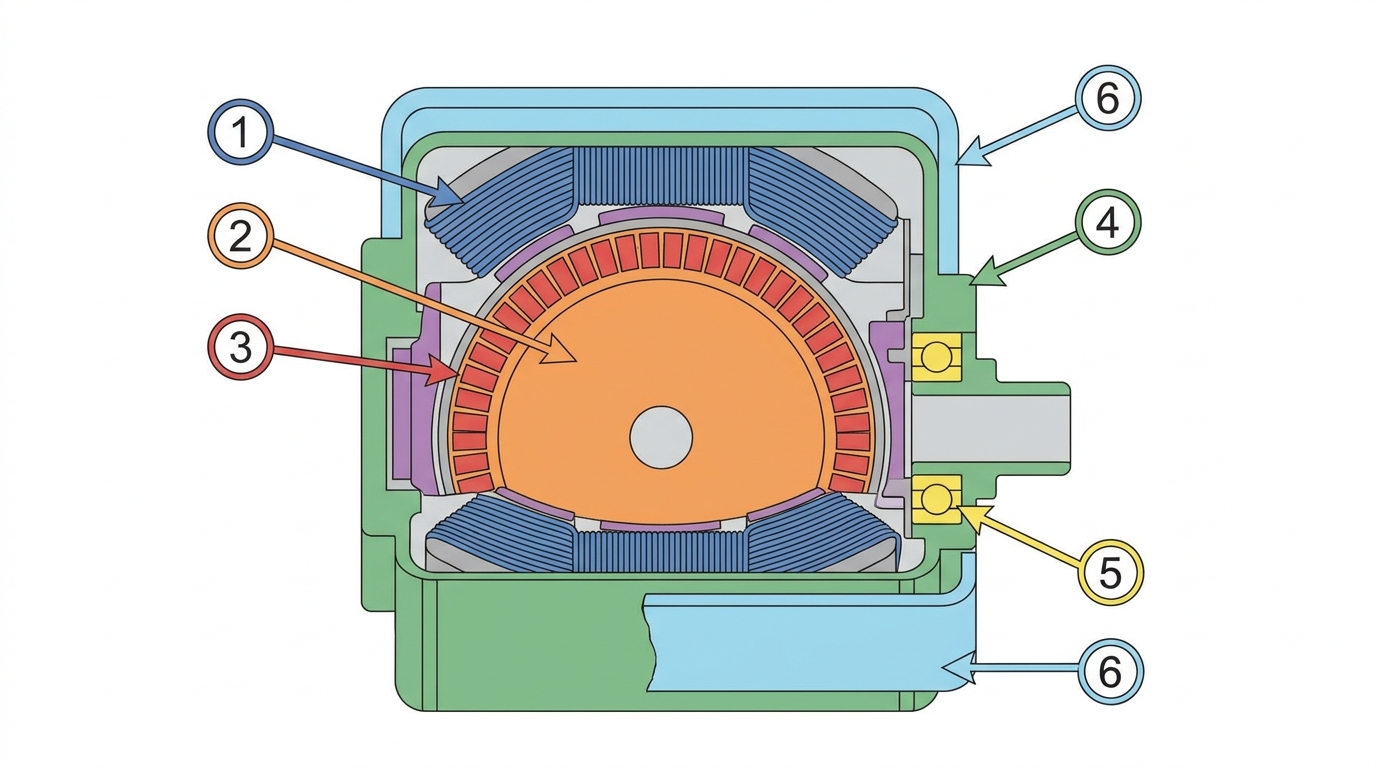
NdFeB magnets are built around the Nd2Fe14B phase, which delivers extremely high magnetic energy density. The source pack cites high-performance grades such as N52 reaching 52 MGOe, far above ferrite and other legacy magnet systems [1]. Neodymium carries most of the headline value because it is central to remanence and energy product. Praseodymium is often treated as an adjacent metal commercially, but it is not a passive substitute. In alloy practice, praseodymium helps tune magnetic and corrosion behavior and can support temperature performance. That is why NdPr is traded and processed as a strategic pair rather than as two unrelated oxides.
Dysprosium and terbium sit in a different role. They increase coercivity, the property that determines how strongly a magnet resists demagnetization. In a traction motor, for example, the issue is not simply how much flux a magnet can generate in the laboratory. The issue is whether that magnetic orientation survives elevated temperature, reverse field exposure and repeated thermal cycling. The source material cites high-temperature relevance above 150°C and operating peaks around 180°C in some EV motor contexts [1][2]. In that range, Dy and Tb become design-critical because a magnet that loses coercivity forces compensation elsewhere in the system: more mass, more cooling burden, a larger active material envelope or a different motor architecture altogether.
The critical trade-off appears at the crystal level. Bulk addition of dysprosium raises coercivity, but it also reduces remanence because Dy does not contribute to the magnetic moment in the same way as Nd. That is why grain boundary diffusion became one of the most important process advances in the sector. Instead of distributing heavy rare earth uniformly through the entire magnet, diffusion targets the outer regions of magnetic grains where demagnetization often initiates. The source material describes Dy/Tb grain boundary diffusion as reducing heavy rare earth use by roughly 30% to 50% relative to conventional alloying routes [1][2]. That single process shift changed the economics of high-temperature magnet design without changing the underlying physics.
Terbium is even more selective. It is scarcer, typically more constrained, and generally reserved for applications where coercivity margins are especially valuable. In practice, terbium is not the base of the system. It is the margin-of-safety metal. That makes Tb strategically important out of proportion to tonnage.
One conclusion stands out. In rare earth magnets, small additions determine whether the final component is merely powerful or industrially usable. That is why heavy rare earth exposure cannot be assessed by tonnage alone.
From Ore to Magnet: Where the Value Chain Becomes Fragile
Upstream feedstocks for magnet metals generally come from bastnasite, monazite and ion-adsorption clay systems. Bastnasite and monazite are typically mined and beneficiated as hard-rock mineral concentrates. Ion-adsorption clays, more associated with heavy rare earth supply, rely on leaching routes that have very different environmental and operating profiles. From there, chemistry takes over. The mixed rare earth stream is cracked and leached, impurities are removed, and solvent extraction begins the long task of splitting chemically similar lanthanides into marketable individual oxides or oxide groupings. This is the point where many outside the industry expect a standard refining problem and discover a separation marathon instead.
Solvent extraction for rare earths is not a simple one-pass separation. It often involves extensive mixer-settler cascades, carefully controlled pH windows, phase-ratio management and tight impurity discipline across many repeated contacts between organic and aqueous phases. Rare earth elements behave so similarly in solution that separation efficiency is cumulative rather than dramatic at each stage. That is exactly why the research summary’s yield numbers matter. NdPr separation yield below 95% and Dy/Tb below 90% are not trivial losses. They reveal how small inefficiencies compound across a long circuit, especially when the target metals are chemically adjacent and economically sensitive.

After oxide separation and calcination, the chain moves into metal or alloy preparation, strip casting, hydrogen decrepitation, jet milling, magnetic alignment, pressing and sintering. The source material cites sintering around 1050°C in standard NdFeB magnet fabrication [1]. Each step alters not only throughput but also magnetic quality. Powder particle size distribution affects alignment and densification. Oxygen pick-up erodes performance. Grain growth during thermal treatment changes coercivity. Machining and coating affect corrosion behavior and downstream assembly yield. A magnet line is therefore not a generic metalworking asset. It is an integrated microstructure-control system.
This is where a second hard truth emerges: a magnet supply chain is only as diversified as its alloy, powder and qualified fabrication lines. Mine count alone can flatter resilience. If oxide or metal still returns to the same concentrated fabrication base, apparent diversification remains incomplete.
- Upstream: concentrate production from bastnasite, monazite or clay-derived feedstocks.
- Midstream: cracking, leaching, solvent extraction, oxide finishing, metal or alloy making.
- Downstream: powder processing, sintering, machining, coating, magnetic testing and qualification.
China’s position is strongest precisely because it spans those layers. According to the research summary, more than 90% of magnet fabrication remains in China. That concentration matters far more than a single mining share because fabrication converts chemistry into application-specific output.
The Bottlenecks That Actually Matter
The first bottleneck is separation efficiency. In rare earths, chemistry punishes shortcuts. A plant can have access to concentrate and still fail to deliver specification-grade oxide at stable yield if solvent losses, impurity carryover or stage balance drift outside a narrow operating window. Heavy rare earth separation is especially unforgiving because dysprosium and terbium sit in the part of the periodic family where chemical similarity is strongest and throughput is harder to scale cleanly. A plant can be technically commissioned and still take a long time to become commercially reliable.
The second bottleneck is qualified magnet fabrication. The source pack notes that more than 90% of this capability remains concentrated in China, while European efforts such as Neo Performance Materials’ Estonia plant, cited at 1,200 MT per year of NdFeB by 2025, remain modest relative to incumbent scale [2][6]. That number is meaningful, but it also illustrates the gap between symbolic diversification and system-level redundancy. A single plant can improve regional resilience for certain applications. It does not, by itself, recreate a fully diversified global ecosystem in alloying, powder preparation, magnet grade development and customer qualification.
The third bottleneck is recycling quality rather than recycling rhetoric. The research summary places recycled supply below 5% of total availability. It also notes roughly 95% NdPr recovery from scrap magnets in some processes, but less than 50% recovery for heavy rare earths [1][4]. That asymmetry is important. Recycling is strongest where magnets are concentrated, clean and compositionally known, such as process scrap or machining swarf. It is much weaker where end-of-life products contain embedded magnets, mixed coatings, adhesives, varnishes, copper contamination and uncertain grade identity. The hard part is often not the chemistry. It is disassembly, traceability and separation of the right scrap stream.
One of the more revealing insights in magnet metals is this: recycling solves volume sooner than it solves the heavy rare earth balance. That gap explains why circularity claims often look stronger in aggregate than they do at the coercivity-critical edge of the market.
Why Substitution Remains Difficult
Substitution is frequently discussed as a straightforward answer to supply concentration. The engineering record is more constrained. Ferrite magnets are abundant and inexpensive, but the source material places their energy product far below NdFeB, with ferrite around 4 MGOe versus top NdFeB grades around 52 MGOe [1]. That gap is not cosmetic. It translates into larger magnetic circuits, heavier systems and more difficult packaging in applications where torque density or generator compactness matters. In mass-market components with generous space envelopes, ferrite remains practical. In compact traction motors and direct-drive architectures, ferrite often changes the machine, not only the bill of materials.
SmCo magnets are another alternative. They offer strong high-temperature behavior and good corrosion resistance, which explains their use in aerospace and other specialized systems. Yet SmCo introduces a different raw-material set and a different cost and brittleness profile. It is not a universal replacement for NdFeB. Likewise, rare-earth-free motor designs such as induction or switched reluctance machines remain technically valid and commercially important, but they shift the optimization problem. More copper, different control strategies, acoustic behavior, inverter demands, efficiency maps and package dimensions all move at once. Substitution is therefore possible in some product categories, but it rarely arrives without performance or integration penalties.
That is the core reason NdPr, Dy and Tb retain their strategic role. Their value does not come from irreplaceability in the abstract. It comes from how many engineering compromises appear when they are removed.
EVs, Wind Power and Defense Are Not the Same Demand Story
Electric vehicles use permanent magnets because compactness, torque density and efficiency matter across a wide operating envelope. The source material cites roughly 1.5 to 3 kg of NdPr per traction motor, with Dy additions used where high-temperature performance is required [1]. That range varies by motor architecture and magnet grade, but the supply-chain implication is clear: EV demand is not only a tonnage story. It is a specification story. A mild-hybrid auxiliary motor, a premium traction motor and an e-axle for heavier duty service do not pull on the same magnet chemistry in the same way. Heavy rare earth exposure depends on the thermal and duty-cycle map, not merely the unit count.
Wind power creates a different profile. Direct-drive turbines favor permanent magnets because they reduce gearbox dependence and enable certain reliability and maintenance trade-offs, especially offshore. The source material cites offshore wind usage on the order of 500 to 800 kg of rare earth magnet material per MW in some configurations [1][3]. Whether a project uses direct drive or a geared system changes rare earth intensity dramatically. That makes headline demand numbers somewhat misleading unless turbine architecture is specified. The magnetic requirement in wind is large, but it is also highly design-dependent.
Defense demand is smaller in total tonnage than EVs or wind, yet far more sensitive to qualification and continuity of operations. Guidance systems, electric actuators, radar positioning assemblies, drones, satellite subsystems and other precision mechanisms rely on magnets that must tolerate vibration, shock, corrosion exposure and long qualification cycles. In this segment, a lost batch is not simply a procurement inconvenience. It can become a continuity problem across maintenance schedules, certification windows and sovereign supply requirements. That is why dysprosium and terbium carry outsized strategic importance in defense even when aggregate volumes remain limited.
Another crucial distinction follows from these end uses. EVs reward scale and cost discipline. Wind rewards reliability in large rotating systems. Defense rewards traceability and qualification stability. The same magnet chemistry sits underneath all three, but the operational risk is not identical.
Compliance, Safety and Operating Discipline
Rare earth magnet supply is frequently discussed as a geopolitical issue, but execution often fails on environmental and operating discipline first. Bastnasite and monazite cracking can generate acid, fluoride or sulfate-rich residue streams depending on process route. Monazite in particular can carry thorium and uranium, which turns residue management into a radiological compliance issue rather than a standard mineral-processing issue [2][3]. Ion-adsorption clay routes bring a different challenge set around leach chemistry, wastewater and land rehabilitation. Across all routes, water treatment, solvent management and residue stability are central to licensing risk.
The downstream magnet plant has its own hazards. Fine NdFeB powder can be reactive, hydrogen decrepitation requires gas handling discipline, and machining generates swarf that must be recovered and stabilized properly. Coating lines add exposure to plating chemistries, and powder oxidation can silently degrade magnetic performance before any catastrophic incident occurs. Energy intensity is material across this chain, but the source pack does not provide a plant-level kWh per tonne figure. Even without that number, the operating pattern is clear: thermal steps, solvent systems and environmental treatment infrastructure are inseparable from throughput economics.
This is where many announced capacities encounter reality. Nameplate capacity is one thing. Stable production of specification-grade oxide or magnet material, with acceptable residue handling and repeatable batch quality, is another. In magnet metals, industrial credibility comes from sustained process control far more than from a single commissioning event.
Scenarios Now Visible in the Global Magnet Metals Chain
One visible scenario is continued dominance by the integrated Chinese model. This remains plausible because China combines separation expertise, alloy and powder capability, magnet fabrication scale and end-market proximity in EVs and industrial equipment. The research summary’s figure of more than 90% fabrication concentration captures that integrated advantage. Even when upstream supply grows elsewhere, downstream concentration can preserve the same underlying dependency if material loops back into the incumbent network for alloying or magnet making.
A second scenario is gradual regionalization around specific bottlenecks rather than full duplication of the entire chain. Company disclosures cited in the source pack point to European expansion at La Rochelle and Estonia, U.S. progress around Mountain Pass and magnet manufacturing, and non-China feedstock development in places such as Brazil and Australia [5][6][7]. That pattern does not yet amount to a fully parallel global system. It does, however, show where industrial resilience efforts are concentrating: separated oxides, alloy and magnet finishing close to end-use manufacturing, and a smaller but important push into recycling and magnet scrap recovery.
A third scenario is partial relief from recycling, though likely uneven by chemistry. Manufacturing scrap can support higher recovery because magnet composition is known and contamination is lower. End-of-life recovery remains slower because disassembly and grade sorting are laborious and not always automated. The source material’s contrast between roughly 95% NdPr recovery and below 50% heavy rare earth recovery is the key signal [1][4]. It suggests that recycling can meaningfully supplement NdPr supply before it closes the Dy/Tb gap that matters most for high-temperature coercivity.
The strongest operational conclusion is also the simplest: a mine outside China does not create magnet independence if oxide, alloy, powder or diffusion treatment still depend on the same concentrated downstream base. Industrial resilience is built layer by layer, not declared at the mine gate.
Procyon methodology note Procyon cross-checks policy and trade texts, including MOFCOM and customs-related signals where relevant, against company disclosures, industrial market data in the source pack, and the technical specifications of end uses such as traction motors, wind generators and defense actuators. The aim is to distinguish nominal capacity from qualified, deliverable capacity and to test whether apparent diversification reaches the oxide, alloy, powder and finished magnet stages.
Conclusion
NdPr, dysprosium and terbium matter because they compress power density, thermal stability and machine compactness into a form that competing materials still struggle to match without design penalties. The most durable choke points are not geological in isolation; they sit in separation chemistry, heavy rare earth handling, qualified fabrication and the slow conversion of recycling from concept to reliable industrial feed. In that context, the magnet metals story is best understood as a midstream and downstream execution challenge layered on top of upstream concentration. The next phase will be defined by Procyon’s active monitoring of weak signals across separation yields, export controls, magnet plant qualification and heavy rare earth recycling performance.
Sources Referenced
- [1] IDTechEx, Rare Earth Magnets.
- [2] EIT RawMaterials, REE Cluster Report.
- [3] Natural Resources Canada, Rare Earth Elements Facts.
- [4] Fraunhofer publication on rare earth magnet processing and recycling.
- [5] MP Materials, company updates and operations information.
- [6] Lynas Rare Earths and Neo Performance Materials, company disclosures on separation and magnet projects.
- [7] Northern Minerals and Serra Verde, company materials on non-China rare earth supply development.